




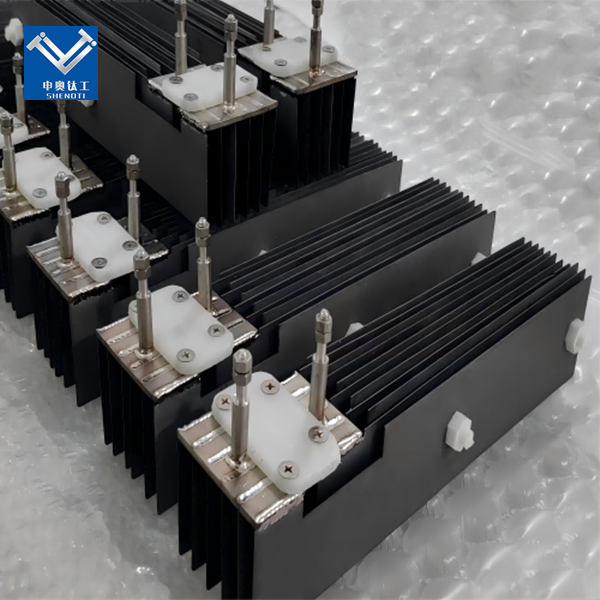

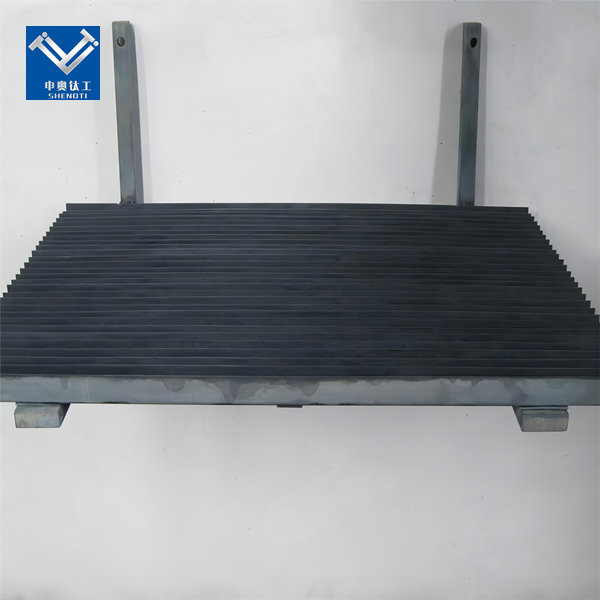

Titanium anode for electrolyzing salt water







Coating Composition:RuO₂ + IrO₂ or MMO
Coating Thickness:10–20 μm
Current Density:1000–5000 A/m²
Operating Temperature:25–60°C
Service Life:5–10 years
Electrolysis Medium:Brine or Seawater
Chlorine Evolution Potential:< 1.1 V vs. Ag/AgCl
Titanium Anode for Electrolyzing Salt Water
When you're searching for a reliable electrode solution for salt water electrolysis, our Titanium anode for electrolyzing salt water delivers enterprise-grade performance you can trust. Manufactured by Baoji City ShenAo Metal Materials Co., Ltd., these Dimensionally Stable Anodes (DSA) feature Grade 1 or Grade 2 titanium substrates with precision-applied RuO₂ + IrO₂ coatings. They operate efficiently at current densities ranging from 1000–5000 A/m², maintain a chlorine evolution potential below 1.1 V, and deliver an impressive service life of 5–10 years. With 17 years of manufacturing excellence and mature bimetallic explosive welding technology, we ensure your electrolysis systems run consistently in the most demanding brine and seawater environments.
What Is a Titanium Anode for Electrolyzing Salt Water?
A item is a specialized Dimensionally Steady Anode planned particularly for unforgiving chloride-rich situations. It comprises of a corrosion-resistant titanium base coated with catalytic Blended Metal Oxide layers.
This imaginative cathode innovation understands conventional issues you might confront with graphite or lead anodes. No more visit substitutions due to dimensional changes. No more electrolyte defilement. No more intemperate vitality bills.
The catalytic coating encourages productive chlorine advancement and sodium hypochlorite era. Your framework keeps up steady geometry all through its operational life. You get reliable execution without the downtime related with customary terminals.
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
Technical Specifications
|
Parameter
|
Specification
|
|
Substrate Material
|
Titanium (Grade 1 or Grade 2)
|
|
Coating Composition
|
RuO₂ + IrO₂ or MMO
|
|
Coating Thickness
|
10–20 μm
|
|
Current Density
|
1000–5000 A/m²
|
|
Operating Temperature
|
25–60°C
|
|
Service Life
|
5–10 years
|
|
Electrolysis Medium
|
Brine or Seawater
|
|
Chlorine Evolution Potential
|
< 1.1 V vs. Ag/AgCl
|
Key Applications
Your item serves different mechanical and commercial purposes:
Industrial Chlor-Alkali Generation: These anodes exceed expectations in layer and stomach cells where you require high-purity chlorine and caustic pop generation. They withstand hoisted temperatures and soaked brine conditions that would devastate routine electrodes.
On-Site Sodium Hypochlorite Era: Culminate for swimming pool sanitization and civil water treatment offices. You can create disinfectant securely and cost-effectively right where you require it.
Marine Counterweight Water Treatment Frameworks: Particularly built for complex seawater applications. They handle shifting saltiness levels whereas avoiding calcareous scale arrangement. The vigorous mechanical plan withstands turbulent water stream in shipboard installations.
Water Treatment Plants: Civil and mechanical offices advantage from solid, long-term chlorine era without chemical dealing with dangers.
 |
 |
 |
 |
 |
 |
 |
Product production process
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
Why Choose Our Titanium Anodes?
Remarkable Toughness: Your anodes stand up to erosion in the harshest salt water situations. The precision-applied coating and vigorous titanium substrate work together to convey a long time of dependable service.
Superior Proficiency: The catalytic surface advances quicker chlorine era with lower vitality utilization. You'll see moved forward operational costs compared to conventional anode systems.
Low Support Prerequisites: The smooth MMO coating normally stands up to mineral stores and scaling. You spend less time on cleaning and more time on beneficial operations.
Consistent Execution: Dimensionally steady plan implies your current conveyance remains uniform all through the electrode's life expectancy. You get unsurprising comes about each time.
Customization Accessible: We get it that diverse applications have interesting prerequisites. Our specialized group can customize cathode determinations to coordinate your particular operational parameters.
Our Manufacturing Advantage
With 17 years of specialized experience since 2008, we've refined our production processes to deliver exceptional quality. Located in China's Titanium Valley, we leverage mature bimetallic explosive welding technology and advanced active coating manufacturing processes.
Our strict quality management system ensures every Titanium anode for electrolyzing salt water meets rigorous standards. Whether you need small batch testing or large-scale production, we deliver on time with consistent quality.
We've built partnerships with hundreds of equipment manufacturers and electrochemical enterprises. They trust us as their long-term supplier because we combine technical innovation with reliable customer service.
 |
 |
 |
 |
 |
 |
 |
 |
 |
Application Industries
 |
 |
 |
 |
 |
 |
 |
 |
Our Factory

Our Patents and Honors

 Our Packaging
Our Packaging
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
Frequently Asked Questions
Q: How long will these titanium anodes last in my application?
A: Under normal operating conditions in brine or seawater electrolysis, you can expect 5–10 years of service life. Actual longevity depends on current density, temperature, and electrolyte composition.
Q: Can these anodes work with seawater directly?
A: Absolutely. They're specifically designed for seawater and brine environments. The coating formulation handles varying salinity levels and prevents scale formation effectively.
Q: What current density should I operate at?
A: Our anodes perform optimally between 1000–5000 A/m². Your specific application requirements will determine the ideal operating point within this range.
Q: Do you offer custom sizes?
A: Yes. We provide customized dimensions and configurations based on your electrolysis cell design and operational requirements. Contact our technical team with your specifications.
Q: How does this compare to graphite electrodes?
A: You'll experience significantly longer service life, lower maintenance, no dimensional changes, and better energy efficiency. There's no electrolyte contamination from electrode consumption either.
Q: What maintenance is required?
A: Minimal. Periodic inspection and occasional surface cleaning are typically sufficient. The self-cleaning properties of the MMO coating reduce maintenance demands substantially.
Contact Us
Ready to upgrade your electrolysis system with Titanium anode for electrolyzing salt water? Reach out to our team at zh@baojiti.com.cn for technical specifications and customized solutions.
YOU MAY LIKE




















